電設(shè)備有限公司")
清空記錄
歷史記錄
取消
清空記錄
歷史記錄

電設(shè)備有限公司")



 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~· 穩(wěn)定成熟,實(shí)戰(zhàn)10年,持續(xù)迭代,近百家大、中、小型組件客戶在用,超過10項(xiàng)實(shí)用新型專利;
· 兼容性廣,一機(jī)多用,兼容IBC 與常規(guī)電池片適用于125mm、156mm、158mm、166mm、182mm、210mm 等片源的切割片, 且寬度小至27mm;
· 焊接靈活,可以任意選柵線,柵線也可以自由組合,2BB 、3BB 、4BB 、5BB 、6BB 、9BB 、10BB 、11BB 、12BB 、13BB~20BB 中選擇任意柵線數(shù)雖及組合;
· 雙拉帶機(jī)械手、結(jié)果式焊帶定位:高強(qiáng)度機(jī)械手確保精度好使用壽命長、導(dǎo)板在電池片下方的新型定位方式;
· 焊接采用剎車伺服機(jī)構(gòu)(精度高)而不使用氣缸驅(qū)動(dòng);
· 電池片取、放用的真空,是機(jī)臺(tái)自帶450W真空泵,不用真空發(fā)生器(正氣壓取負(fù)壓節(jié))能不浪費(fèi)壓縮空氣;
· 緊湊拼式設(shè)計(jì)(使用方便還節(jié)省空間),進(jìn)口浮馬腳輪,上樓不用吊裝,還方便日后移機(jī)移位;
· 轉(zhuǎn)塔式四料盒供片,上料方便安全、多用途組合、容量1200片;
· 外觀漂亮不失經(jīng)久耐用的理念,機(jī)臺(tái)用不銹鋼搭配好的金屬材質(zhì);
· 助焊劑處理裝置:上好助焊劑的焊帶有處理裝罡,避免焊帶經(jīng)過機(jī)臺(tái)時(shí)助焊劑腐蝕機(jī)臺(tái)。
基本規(guī)格:
操作說明:
●準(zhǔn)備工作
1、將電池片放入電池片供片盒內(nèi), 一共有四個(gè)盒,可以根據(jù)需要放入同一尺寸規(guī)格,寬度相同但形狀不同的電池片;
2、將焊帶圈放在放帶供料軸上并固定;
3、將儲(chǔ)電池串的夾具板放在出料盤上;
4、 將電源打開,開啟機(jī)臺(tái)內(nèi)照明;
5、 留意機(jī)臺(tái)信息,助焊劑液位是否有報(bào)缺少報(bào)警、氣壓是否達(dá)到要求、軌道溫度、各焊燈的工作數(shù)量等;
6、按照要求手動(dòng)牽引焊帶經(jīng)過整形裝置、助焊劑精密自動(dòng)吸附裝置、壓緊裝置、折彎剪切裝置等;
7、手動(dòng)操作單次剪切,減去焊帶頭起始不良部分;
8、檢查各機(jī)械手,排除機(jī)臺(tái)無其它障礙物,關(guān)上并啟用拉帶機(jī)械手的安全門。
●自動(dòng)工作
1、將電池片放入電池片供料盒內(nèi), 一共有四個(gè)料盒(如果是雙排焊接每個(gè)料盒可以分成二個(gè)),可以根據(jù)需要放入尺寸和寬度都完全相同規(guī)格的電池 片。也可以放入尺寸和寬度都完全相同規(guī)格,只是缺角方向有二片不同的切片電池片(根據(jù)組件組合的要求來決定對(duì)稱料盒內(nèi)放入缺角電池片的方向)。
2、將焊帶放置到供料軸上,并按照要求手動(dòng)牽引焊帶經(jīng)過助焊劑浸泡槽,整形裝置,壓緊裝置,剪切裝置等。
3、焊帶安裝到位以后,手動(dòng)操作剪切兩三次焊帶,以減去焊帶起始不良部分,確保焊帶正常。
4、按下啟動(dòng)鍵后,焊帶夾爪前去拉取焊帶,焊帶經(jīng)過剪斷之后,被拉到設(shè)定頭帶位置。⑤~⑨動(dòng)作也與④同時(shí)進(jìn)行。
5、電池片供料盒下方的升降裝置上升,供料盒內(nèi)電池片上升到設(shè)定位置。
6、取片汽缸下降,吸取電池片,感應(yīng)到吸取成功以后,供料盒下方升降電機(jī)下降,分片風(fēng)刀動(dòng)作,使電池片順利分離。
7、取片軸動(dòng)作將電池片移動(dòng)至定位平臺(tái)上方,取片氣缸下降將電池片放置到定位平臺(tái)上。
8、定位平臺(tái)X,Y 軸氣缸動(dòng)作,將電池片進(jìn)行定位。
9、放片氣缸下降,將電池片吸取起來,并隨取片軸移動(dòng)將電池片放置到焊接的傳送皮帶上。
10、 傳送皮帶將每次運(yùn)行一定距離,最終將電池片運(yùn)送至焊接位置。
11、 當(dāng)電池片壓住開始拉到設(shè)定頭帶位置的焊帶時(shí),焊帶夾爪松開,焊帶夾爪前去第二次拉取焊帶,焊帶經(jīng)過剪斷之后,被拉到設(shè)定中間帶位置。第二 次焊帶放置在第一片電池片上。(IBC,正負(fù)極焊帶交替后,電池片在上面)重復(fù)⑤~①的動(dòng)作直至電池片壓住開始拉到設(shè)定中間帶位置的焊帶。
12、 焊帶夾爪松開,后退同時(shí)傳送皮帶動(dòng)作,燈具下降到焊接高度,開始焊接。
13、 焊接完成后,燈具抬起,傳送皮帶將電池片向后傳送一個(gè)位置,等待下一個(gè)電池片的到來。
14、 重復(fù)以上的全部的動(dòng)作,直到尾片跟尾帶完成,整串電池片焊接也就完成。
15、 焊接完成的電池串被搬送機(jī)構(gòu)搬送到電池串取串位置,取料平衡桿氣缸下降,吸住電池片后上升,旋轉(zhuǎn)電機(jī)旋轉(zhuǎn)將電池串翻面。
16、 水平移動(dòng)氣缸向后動(dòng)作,使電池出料平衡桿移動(dòng)到取料平衡桿的上方,出料氣缸下降,使出料平衡桿上的吸盤吸住電池串,此時(shí)取料平衡桿上的真 空電閥動(dòng)作,釋放電池串。出料氣缸上升到設(shè)定位置。
17、 水平移動(dòng)氣缸向前動(dòng)作,使出料平衡桿移動(dòng)到收料盤上方,出料氣缸下降,將電池串放置到收料盤內(nèi),至此一個(gè)工作循環(huán)結(jié)束。
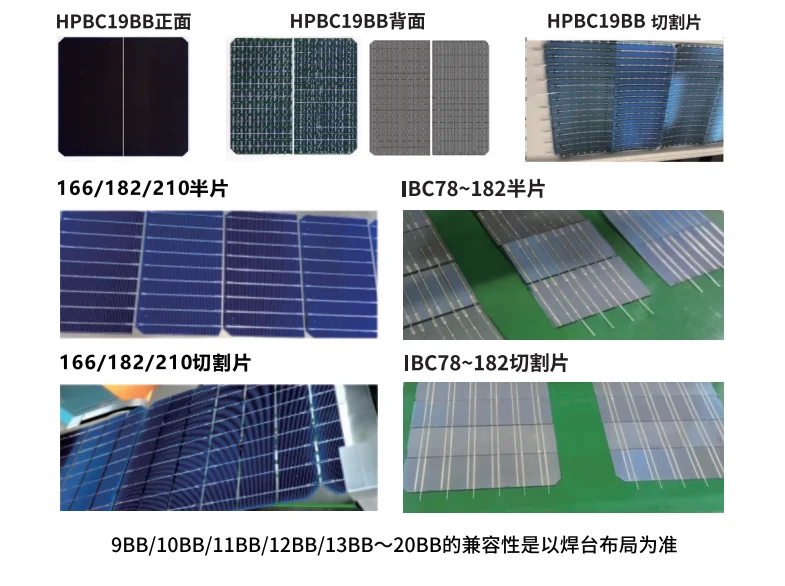
焊接產(chǎn)品:
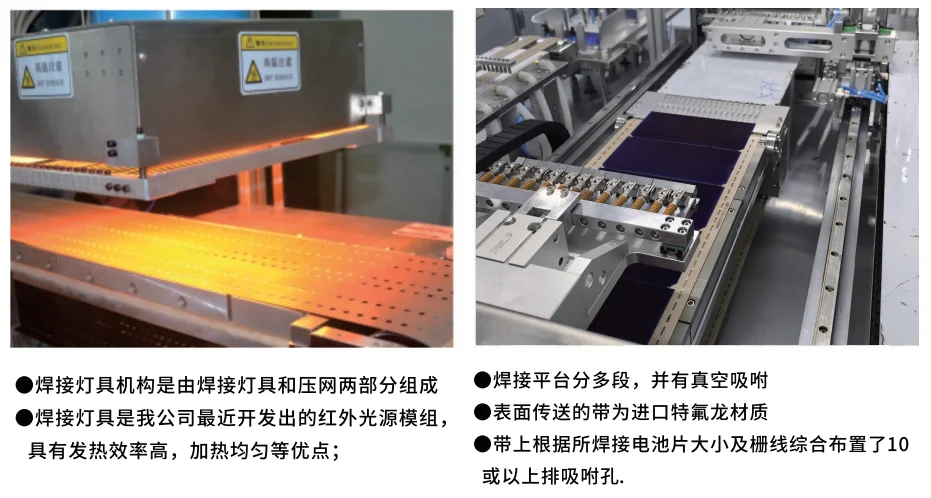
焊接場景:
")
· 穩(wěn)定成熟,實(shí)戰(zhàn)10年,持續(xù)迭代,近百家大、中、小型組件客戶在用,超過10項(xiàng)實(shí)用新型專利;
· 兼容性廣,一機(jī)多用,兼容IBC 與常規(guī)電池片適用于125mm、156mm、158mm、166mm、182mm、210mm 等片源的切割片, 且寬度小至27mm;
· 焊接靈活,可以任意選柵線,柵線也可以自由組合,2BB 、3BB 、4BB 、5BB 、6BB 、9BB 、10BB 、11BB 、12BB 、13BB~20BB 中選擇任意柵線數(shù)雖及組合;
· 雙拉帶機(jī)械手、結(jié)果式焊帶定位:高強(qiáng)度機(jī)械手確保精度好使用壽命長、導(dǎo)板在電池片下方的新型定位方式;
· 焊接采用剎車伺服機(jī)構(gòu)(精度高)而不使用氣缸驅(qū)動(dòng);
· 電池片取、放用的真空,是機(jī)臺(tái)自帶450W真空泵,不用真空發(fā)生器(正氣壓取負(fù)壓節(jié))能不浪費(fèi)壓縮空氣;
· 緊湊拼式設(shè)計(jì)(使用方便還節(jié)省空間),進(jìn)口浮馬腳輪,上樓不用吊裝,還方便日后移機(jī)移位;
· 轉(zhuǎn)塔式四料盒供片,上料方便安全、多用途組合、容量1200片;
· 外觀漂亮不失經(jīng)久耐用的理念,機(jī)臺(tái)用不銹鋼搭配好的金屬材質(zhì);
· 助焊劑處理裝置:上好助焊劑的焊帶有處理裝罡,避免焊帶經(jīng)過機(jī)臺(tái)時(shí)助焊劑腐蝕機(jī)臺(tái)。
基本規(guī)格:
操作說明:
●準(zhǔn)備工作
1、將電池片放入電池片供片盒內(nèi), 一共有四個(gè)盒,可以根據(jù)需要放入同一尺寸規(guī)格,寬度相同但形狀不同的電池片;
2、將焊帶圈放在放帶供料軸上并固定;
3、將儲(chǔ)電池串的夾具板放在出料盤上;
4、 將電源打開,開啟機(jī)臺(tái)內(nèi)照明;
5、 留意機(jī)臺(tái)信息,助焊劑液位是否有報(bào)缺少報(bào)警、氣壓是否達(dá)到要求、軌道溫度、各焊燈的工作數(shù)量等;
6、按照要求手動(dòng)牽引焊帶經(jīng)過整形裝置、助焊劑精密自動(dòng)吸附裝置、壓緊裝置、折彎剪切裝置等;
7、手動(dòng)操作單次剪切,減去焊帶頭起始不良部分;
8、檢查各機(jī)械手,排除機(jī)臺(tái)無其它障礙物,關(guān)上并啟用拉帶機(jī)械手的安全門。
●自動(dòng)工作
1、將電池片放入電池片供料盒內(nèi), 一共有四個(gè)料盒(如果是雙排焊接每個(gè)料盒可以分成二個(gè)),可以根據(jù)需要放入尺寸和寬度都完全相同規(guī)格的電池 片。也可以放入尺寸和寬度都完全相同規(guī)格,只是缺角方向有二片不同的切片電池片(根據(jù)組件組合的要求來決定對(duì)稱料盒內(nèi)放入缺角電池片的方向)。
2、將焊帶放置到供料軸上,并按照要求手動(dòng)牽引焊帶經(jīng)過助焊劑浸泡槽,整形裝置,壓緊裝置,剪切裝置等。
3、焊帶安裝到位以后,手動(dòng)操作剪切兩三次焊帶,以減去焊帶起始不良部分,確保焊帶正常。
4、按下啟動(dòng)鍵后,焊帶夾爪前去拉取焊帶,焊帶經(jīng)過剪斷之后,被拉到設(shè)定頭帶位置。⑤~⑨動(dòng)作也與④同時(shí)進(jìn)行。
5、電池片供料盒下方的升降裝置上升,供料盒內(nèi)電池片上升到設(shè)定位置。
6、取片汽缸下降,吸取電池片,感應(yīng)到吸取成功以后,供料盒下方升降電機(jī)下降,分片風(fēng)刀動(dòng)作,使電池片順利分離。
7、取片軸動(dòng)作將電池片移動(dòng)至定位平臺(tái)上方,取片氣缸下降將電池片放置到定位平臺(tái)上。
8、定位平臺(tái)X,Y 軸氣缸動(dòng)作,將電池片進(jìn)行定位。
9、放片氣缸下降,將電池片吸取起來,并隨取片軸移動(dòng)將電池片放置到焊接的傳送皮帶上。
10、 傳送皮帶將每次運(yùn)行一定距離,最終將電池片運(yùn)送至焊接位置。
11、 當(dāng)電池片壓住開始拉到設(shè)定頭帶位置的焊帶時(shí),焊帶夾爪松開,焊帶夾爪前去第二次拉取焊帶,焊帶經(jīng)過剪斷之后,被拉到設(shè)定中間帶位置。第二 次焊帶放置在第一片電池片上。(IBC,正負(fù)極焊帶交替后,電池片在上面)重復(fù)⑤~①的動(dòng)作直至電池片壓住開始拉到設(shè)定中間帶位置的焊帶。
12、 焊帶夾爪松開,后退同時(shí)傳送皮帶動(dòng)作,燈具下降到焊接高度,開始焊接。
13、 焊接完成后,燈具抬起,傳送皮帶將電池片向后傳送一個(gè)位置,等待下一個(gè)電池片的到來。
14、 重復(fù)以上的全部的動(dòng)作,直到尾片跟尾帶完成,整串電池片焊接也就完成。
15、 焊接完成的電池串被搬送機(jī)構(gòu)搬送到電池串取串位置,取料平衡桿氣缸下降,吸住電池片后上升,旋轉(zhuǎn)電機(jī)旋轉(zhuǎn)將電池串翻面。
16、 水平移動(dòng)氣缸向后動(dòng)作,使電池出料平衡桿移動(dòng)到取料平衡桿的上方,出料氣缸下降,使出料平衡桿上的吸盤吸住電池串,此時(shí)取料平衡桿上的真 空電閥動(dòng)作,釋放電池串。出料氣缸上升到設(shè)定位置。
17、 水平移動(dòng)氣缸向前動(dòng)作,使出料平衡桿移動(dòng)到收料盤上方,出料氣缸下降,將電池串放置到收料盤內(nèi),至此一個(gè)工作循環(huán)結(jié)束。
焊接產(chǎn)品:
焊接場景:

可按客戶要求定制,品質(zhì)可靠,服務(wù)保證
改造升級(jí)")
串焊機(jī)")
")
改造升級(jí)")
")
驗(yàn)室用串焊機(jī)")

公眾號(hào)
品牌認(rèn)證
1085天
已認(rèn)證
品牌認(rèn)證
1085天
已認(rèn)證
